
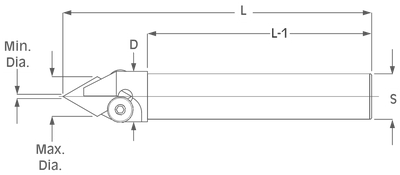
60° Spot Drills
Patent# 5,259,707

- - 2 Flutes Effective
- - Must be held in a Collet
| Tool Info. 60° Spot Drills |
|||||||||
| Tool # | Min Dia. | Max Dia. | L | L-1 | S | D | Clamp | Screw | Insert |
| SDCS-601L | .156 | .540 | 5.450 | 4.250 | .750 | 1.000 | 501912 | 103212 | 601 |
| SDCS-602L | .250 | .750 | 6.700 | 4.875 | 1.000 | 1.120 | 621915 | 103212 | 602 |
Insert Info.
| Insert Info. 60° Spot Drills |
||
| Insert | Grades | |
| 601 | A1M | |
| 602 | A1M | |
Technical Data
Insert Loading Procedure
- Air Blast Pocket Clean
- Hold Insert in place (Chisel points to front & rear)
- - Flatted corners are to prevent loading insert backwards
- Tighten clamps until each one makes light contact
- Alternate tightening screws several times until screws are tight
| Speed and Feed
Info. Spot Drills |
||
| Material | S.F.M. | I.P.R. |
| Mild & Low Carbon Steel Ex. 1018, 1020, 1117, 1141, 12L14 |
500 - 700 | .0024 |
| High
Carbon & Alloy Steel Ex. 1045, 4140, 4340, 52100, 8620 |
400 - 600 | .0016 |
| Lower
Carbon Tool Steel Ex. P-20, H-13, S-7 |
400 - 600 | .002 |
| Tool
Steel Ex. A-2, A-6, D-2, M-2 |
300 - 600 | .002 |
| Stainless
Steel Ex. 304, 316, 420, 15-5PH, 17-4PH |
200 - 400 | .0014 |
| Iron Ex. Cast, Ductile, Nodular |
400 - 700 | .004 |
| Nickel
& Titanium Alloy Ex. Inconel, Hastelloy, TI-6AL-4V |
120 - 250 | .0012 |
| Non-Ferrous
Metal Ex. Aluminum, Bronze, Brass |
1000 - 2000 | .006 |
| Insert Grade
Selection 60° Spot Drills |
||
| Material | Material Examples | Preferred Grade |
| Mild & Low Carbon Steels | 1018, 1020, 1117, 1141, 12L14 | A1M |
| High Carbon & Alloy Steels | 1045, 4140, 4340, 52100, 8620 | A1M |
| Lower Carbon Tool Steels | P-20, H-13, S-7 | A1M |
| Tool Steels | A-2, A-6, D-2, M-2 | A1M |
| Stainless Steels | 303, 304, 316, 420, 15-5PH, 17-4PH | A1M |
| Iron | Cast, Ductile, Nodular | A1M |
| Nickel & Titanium Alloys | Inconel, Hastelloy, TI-6AL-4V | A1M |
| Non-Ferrous Metals | Aluminum, Bronze, Brass | A1M / B1M |
| Insert Grade Description
60° Spot Drills |
|
| Grade | Description |
| A1M | Tin Coated |
| B1M | Uncoated Carbide - No Hone |

